
СТЫКИ БАЛОК И КОЛОНН
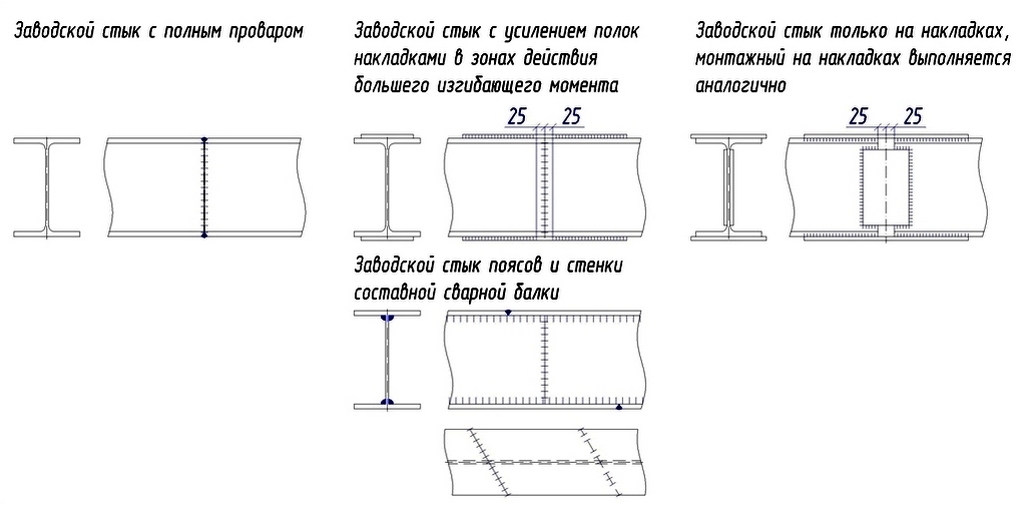
Большинство зданий из металлоконструкций промышленного и коммерческого назначения представляют собой рамные конструкции состоящие из колонн, балок перекрытия, ферм или ригелей. Как правило, такие здания нередко обладают большими пролетами и высотой, что заставляет производителей и строителей широко использовать стыковые узлы в различных элементах стальных строительных конструкций.Применение заводских стыков в первую очередь обусловлено экономическими причинами и размером металлопроката. Из опыта производства металлоконструкций последних лет, в строительстве промышленных зданий в 80% случаев используется нормальная, колонная или широкополочная балка по СТО АСЧМ 20-93, ГОСТ26020-83,и порядка 20% приходится на сварную балку переменного сечения. Стандартная длина двутавровых балок 12,0м, листового проката 6,0м, в целях сокращения издержек на раскрой материалов, приходится производить заготовку отправочных элементов по нарастающей. Например, при длине колонн 10800мм, из одной прокатной балки 12000мм у нас получается заготовка для целой колонны 10800мм и остаток 1200мм, следующую колонну мы получаем наращивая новую прокатную балку получившимся остатком (1200+12000=13200) и снова отрезаем 10800, после чего с полученным остатком 2400мм поступаем так же как описано выше и так далее. С листовой составной балкой поступаем аналогичным образом непосредственно при раскрое листа, но на самих балках стык делается не в одной плоскости, а разносится, стенка варится в одном месте, полки стыкуются под углом 60 и варятся выше и ниже стыка стенки. Конечно же, в обоих случаях приходится учитывать и место стыка, не допуская его попадание в зону максимальных нагрузок и места сопряжения других элементов конструкции. Заводской стык на колоннах и балках выполняется по условиям расчета согласно СНиП II-23-81*, наиболее часто в заводских реалиях находит применение сварной стыковой шов в с полным проваром и разделкой кромок поясов и стенок сопрягаемых деталей. В случаях, когда нужно обеспечить надежность стыка и основного металла в зонах действия значительных моментов и поперечных сил, стык усиливают накладками, установленными на полки и стенки балки. Для оптимизации процесса проектирования КМ или разработки КМД при производстве металлоконструкций можно так же применять типовую серию 2.400-10 «Нормали заводских стыков профилей в строительных стальных конструкциях», где уже произведен расчет равнопрочности стыка с основным металлом и даны конструктивные решения стыков соединяемых элементов из швеллеров, уголков и двутавров.
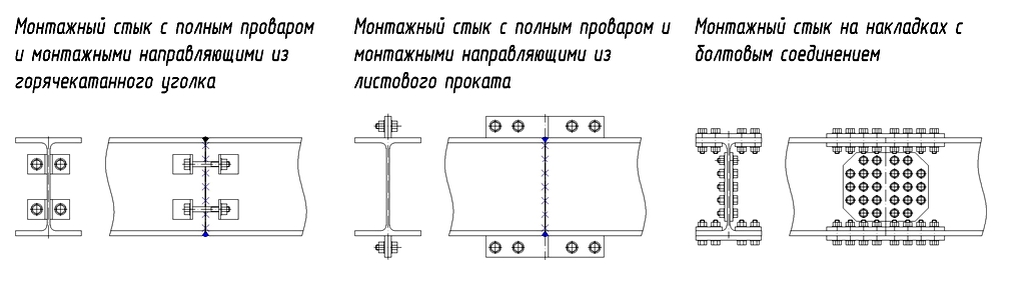
Монтажные стыки выполняются из-за ограниченных возможностей транспортирования крупногабаритных металлоконструкций автомобильным и железнодорожным транспортом, при их длине более 15 метров с точки зрения удобства и экономии целесообразнее расчленить конструкцию на более мелкие элементы для доставки потребителю. Объединение отправочных элементов в одно целое производится непосредственно на строительной площадке силами монтажной организации. Монтажные стыки балок и колонн выполняются сварными или болтовыми, по сравнению с заводскими они более трудоемкие и затратные из-за необходимости применения дополнительных элементов для усиления и позиционирования деталей в узлах сопряжений. Самый лучший вариант конечно сварной, встык с полным проваром при условии раздела кромок и физическом методе контроля, однако на монтаже не всегда условия сварки и контроля качества швов соответствуют расчетным, поэтому, как правило, монтажные соединения изначально делаются на накладках усиливающих прочность стыка. Болтовые монтажные соединения так же выполняются на накладках предпочтительно с использованием высокопрочных болтов, такие соединения металлоемки, требуют значительных трудозатрат при производстве, к тому же отверстия ослабляют сечения элементов, однако с точки зрения монтажа их легче собрать и они не требуют высокоспециализированного персонала для выполнения качественного стыка. Довольно эффективны фланцевые соединения, но мало распространены в силу своей повышенной деформативности. Согласно СП 16.13330.2011 – «стыковку колонн на монтаже необходимо производить фрезерованными торцами сваренными встык, либо на накладках со сварными или болтовыми соединениями, в том числе на высокопрочных болтах, так же допускается использование фланцевых соединений воспринимающих растягивающее усилие болтами, а сжимающее через прижим поверхностей фланцев».
→Справочные материалы и публикации. Металлоконструкции в промышленном и гражданском строительстве....
→КМД — нормативы, документация...


[maxmegamenu location=max_mega_menu_3]
г. Екатеринбург, ул. 8-марта 51
тел. 8-(343)-344-89-82
8-(967)-639-19-82
e-mail: prommetkon@gmail.com